Kuinka ja millä keittää titaanilapio kotona
Lapio on välttämätön varuste jokaisen maanomistajan arsenaalissa. Titaanimallit ovat erittäin kestäviä ja niillä on muita tärkeitä etuja. Kuitenkin joskus, kun bajonetin kuormitus lisääntyy, metalli saattaa räjähtää. Selvitetään kuinka keitetään lapio valmistettu titaanista ja mitä tulee ottaa huomioon prosessissa.

Artikkelin sisältö
Titaanihitsauksen ominaisuudet
Tämän metallin hitsattavuuteen vaikuttavat useat tekijät. Ensinnäkin titaanilla on korkea kemiallinen reaktio ilmassa olevia kaasuja, mukaan lukien typpeä, happea ja vetyä, vastaan. On myös tärkeää, että metallilla on suurempi taipumus rakeiden kasvuun, kun lämpötila ylittää 800 astetta.
Jos titaani kuumennetaan 350 asteeseen, se alkaa aktiivisesti imeä happea. Tämän seurauksena pinnalle (hitsausalueelle) muodostuu kalvo, jonka väri vaihtelee keltaisesta purppuraan muuttuen vähitellen valkoiseksi.
Kuumentaminen 500 asteeseen lisää metallin lujuutta ja kovuutta. Sen muoviominaisuudet kuitenkin heikkenevät.
Titaanin ja vedyn vuorovaikutus johtaa haitalliseen ilmiöön - vetyhaurastumiseen. Se lisää materiaalin haurautta. Kun titaani jäähtyy, hitsattu osa putoaa jonkin ajan kuluttua.
Raemäärän lisääntyminen korkeille lämpötiloille altistumisesta heikentää metallin lujuutta. On syytä muistaa, että titaanilla on korkea sulamispiste. Kun työskentelet sen kanssa, sinun on käytettävä erittäin voimakasta tiivistettyä lämmönlähdettä.
Hitsauksen aikana sauma on suojattava molemmilta puolilta. Erityistä huomiota kiinnitetään reunojen valmisteluun. Sinun ei tarvitse lämmittää sitä pitkään. Titaanilapiota hitsattaessa on tarpeen tarkkailla lämpötilaolosuhteita huolellisesti. Metallin suojaamiseksi työalueella on suositeltavaa käyttää erityisiä sulateyhdisteitä. Myös metallireunat toimivat. Kaasutyynyjä voidaan käyttää. Niiden luomiseen käytetään pakattuja kammioita.
Lapion vikojen korjaamisen aikana sinun on noudatettava huolellisesti turvatoimia. Sinun tulee työskennellä erittäin huolellisesti.
Titaanilapion hitsaukseen tarvittavat materiaalit ja laitteet
Prosessi vaatii:
- Hitsauskone. Sen on tuettava TIG-tilaa. Siinä täytyy olla poltin.
- Suojakaasulla täytetty sylinteri. Helium, argon tai molempien seos sopivat.
- Volframielektrodit, jotka eivät sula.
- Täytelanka.

Valmistautuminen hitsaukseen kotona
Metallin valmistelemiseksi hitsausta varten on tarpeen käsitellä niiden alueiden reunat, joilla prosessi suoritetaan. Muista poistaa metallikerros, jossa on korkea happi- ja typpipitoisuus. Näiden hiukkasten läsnäolo työalueella johtaa muodostuneen sauman ominaisuuksien heikkenemiseen. Metallin hauraus kasvaa.
Jos työkappaleiden paksuus on enintään 4 mm, voit tehdä ilman reunojen leikkaamista hitsauksen aikana. Muissa tapauksissa se suoritetaan säilyttäen 60 asteen avautumiskulma.
On myös tarpeen suojata sauman juuri ja työalue kääntöpuolella. Vaikka hoito ei pääsekään vastakkaiselle puolelle. Todellakin, kun titaani on vuorovaikutuksessa ympäröivän ilman kaasujen kanssa, reaktio alkaa heti, kun lämpötila saavuttaa 300 astetta.
Kääntöpuolen sauman suojaamiseksi käytetään teräksestä tai kuparista valmistettuja pehmusteita. Ne on kiinnitettävä tiukasti. Voit myös käyttää argonpuhallusta, joka on suunnattu erityisiin uriin tai rakenteen sisään.
Jos prosessi voidaan suorittaa suojaamatta saumojen sisäpuolta, on pidettävä taukoja, jotta pinta jäähtyy. Itse saumojen tulee olla lyhyitä, enintään 20 mm.
Titaanilapion hitsausmenetelmä kulumattomalla elektrodilla (TIG-menetelmä)
TIG on hitsaustekniikka, jossa käytetään volframipohjaista elektrodia inerttien kaasujen suojassa. Sen ydin katsotaan sulamattomaksi. Tämä on manuaalista kaarihitsausta - elektrodin ja työkappaleen väliin muodostuu kaari, ja suojakaasu tulee polttimesta. Lisäaineet toimitetaan käsin. Elektrodi on teroitettu 45 asteen kulmassa. Virta on säilytettävä 100 ampeerin sisällä.
Tuotteet, joiden paksuus on 1,5 mm, voidaan liittää päittäin ilman lisäaineita. Muissa tapauksissa sauvaa syötetään. Lisäaineen koostumuksen tulee olla sopiva työalueen seokseen. Ennen prosessin aloittamista se on hehkutettava tyhjiössä. Tämä poistaa vedyn. Sinetöitynä lisäaine säilyttää ominaisuutensa enintään 5 päivää.
Työn suorittamiseen tarvitaan jatkuvan napaisuuden virta, jonka jännite saavuttaa 15 V. Elektrodi on suunnattava pintaan tietyssä kulmassa - 70–80°. Lisäaine syötetään kohtisuorassa elektrodin akseliin nähden.
Alla olevassa kuvassa näkyy elektrodin ja lisäaineen sijainti TIG-hitsattaessa mitä tahansa titaanituotetta.
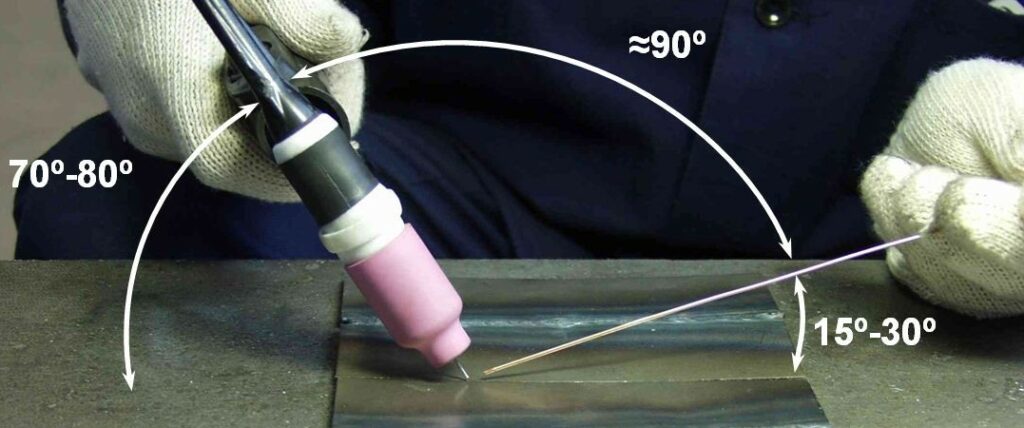
Sauman muodostus on suoritettava tarkoilla liikkeillä. Kunnes työalue on täysin jäähtynyt, on suositeltavaa puhaltaa argonia sauman päälle. Prosessi on suoritettava erittäin huolellisesti.





Rikoin 2 kappaletta. Nämä ovat huonoja lapioita, älä luota keneenkään. Ne ovat kuin leluja. Ja jos maaperä on erittäin kevyt, he kaivavat sinne haarukalla.